
|
|

главная страница
новости проекта
опросы
соревнования
авиамодели
воздушные змеи
ла
библиотека
гостевая


|
|

|
 |
раздел авиамоделей
Формовка деталей из композитных материаловЖурнал "Моделизм Спорт и Хобби"(статья А. Перфильева)
Для изготовления крупногабаритных и высоконагруженных частей моделей часто применяются так называемые композиционные материалы, состоящие из «наполнителя» и «связующего». Наполнителем, выполняющим основные силовые функции, обычно является стеклоткань, углеткань или кевлар (материал из синтетических волокон). В качестве связующего выступают эпоксидные или полиэфирные смолы. Если для изготовления тонких фюзеляжей радиоуправляемых планеров и многих частей свободнолетающих моделей технология выклейки из композиционных материалов является единственно приемлемой (по соображениям прочности), то в остальных случаях, как правило, есть возможность выбора между композитной и бальзовой конструкцией. Если предстоит разовая работа, то, наверное, стоит отдать предпочтение дереву. Тогда общие трудозатраты и вес модели получаться меньше. В случае же «мелкосерийного производства» лучше овладеть техникой работы с композитом.
Сегодня мы познакомимся с основными приемами выполнения деталей для авиамоделей из композиционных материалов. Сразу отметим, что предлагаемый материал предназначен тем, кто только знакомится с новой для них технологией. Поэтому статья основана на описании упрощенных методик, распространенных среди моделистов «средней руки». При более же профессиональной работе выбор исходных материалов и способы работы с ними настолько специфичны, что в каждом конкретном случае требуют отдельных описаний.
Вначале несколько слов о «сырье». Поскольку тонкостенные детали нередко воспринимают значительные нагрузки, для предотвращения растрескивания связующего в смолы добавляют пластификатор (или при возможности используют специализированные, высокопрочные и не слишком «стеклотвердые») смолы. Чтобы эпоксидку было легче наносить, ее разбавляют растворителем, спиртом или ацетоном. Для тонирования детали можно добавить в смесь типографскую краску или алюминиевую пудру. Неплохие результаты дает и вмешивание в «сырую» смолу художественных масляных красок. Кроме пигментирования, такая краска еще и немного пластифицирует исходную смолу. Стеклоткань, как правило, приходится прокаливать над электрической плиткой или в электродуховке для удаления парафина, которым она пропитывается на заводе.
Прежде всего отметим, что все работы с эпоксидными (да и полиэфирными) смолами нужно проводить в резиновых перчатках в помещении с хорошей вентиляцией. Выклеивание композитных «корок» можно осуществлять как снаружи на болванке, так и внутри, на снятой с нее вогнутой форме (матрице). Болванку можно изготовить из липы, ольхи, плотного пенопласта или бальзы. Ее размеры должны быть меньше размеров детали на толщину будущей «корки». Поверхность следует тщательно зашкурить и загрунтовать. Затем на матрицу наносится разделительный слой (парафин или полироль для мебели). Стеклоткань нарезается на полосы, которыми можно было бы оклеить болванку без образования складок, и «прилачивается» жидкой эпоксидкой. Количество слоев стеклоткани в различных местах детали может варьироваться в зависимости от распределения нагрузок. В случае образования пузырей и вздутий их необходимо сразу же разгладить или прорезать и выдавить из них воздух. После отверждения смолы «корку» снимают. Если форма матрицы не позволяет этого сделать, деталь разрезают по оси симметрии. При этом, как правило, страдает покрытие болванки, которая будет нуждаться в шпаклевке перед дальнейшим использованием. Недостаток этого способа заключается также в том, что поверхность детали имеет фактуру ткани и требует шпаклевания и вышкуривания. 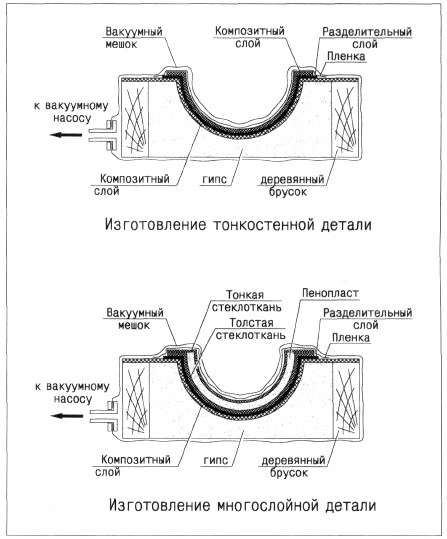 Для выклеивания деталей по второму способу (матричному) нужно прежде всего изготовить саму «негативную» форму. Обычно она представляет собою толстостенную «скорлупу», выклеенную из стеклоткани. Если требования к точности детали очень высоки (например, силовые панели обшивки крыла с ламинарным профилем), то матрицу делают в виде массивного «монолита» из гипса, цементного раствора или цемента, смешанного с эпоксидной смолой. Эталонная модель-болванка должна иметь размеры, совпадающие с внешними обводами детали. Чем лучше будет качество ее поверхности, тем меньше потребуется отделочных работ для каждого изделия в дальнейшем. Обычно методом лакировки с промежуточным полированием стараются довести поверхность до зеркального блеска, чтобы готовые, отформованные в этой матрице детали нуждались только в окраске. В случае же применения тонированной смолы поверхности оказываются полностью готовыми. При изготовлении модели-копии можно воспроизвести имитацию заклепок и расшивки на матрице или еще на эталонной модель-болванке.
Для выклейки матрицы нужно вырезать из толстой фанеры рамку по форме осевого сечения болванки. Надев рамку на болванку, закрепите ее пластилином таким образом, чтобы одна из поверхностей рамки совпадала с плоскостью симметрии болванки. По линии сопряжения выполните из пластилина радиус скругления, равный примерно 2 мм. Если планируется изготовить монолитную матрицу, на рамку нужно наложить окантовку из досок, имеющих высоту, большую чем половина ширины болванки. На болванку и соответствующие поверхности рамки наносится разделительный слой. Через несколько часов его нужно натереть до блеска шерстяной тканью. Затем болванка вместе с рамкой оклеиваются стеклотканью. В местах резких прегибов укладывается стеловолокно, пропитанное эпоксидной смолой (его можно получить, разобрав рогожную стеклоткань). Первый отформованный слой выполняется из стеклоткани толщиной 0,03 мм, затем применяется ткань толщиной 0,2-0,3 мм. Если же требуется изготовить простую легкую матрицу, а не «монолит», то теперь останется положить лишь несколько усиливающих слоев рогожной стеклоткани. Здесь опять особое внимание нужно обратить на отсутствие пузырей, чтобы дефекты поверхности не передались будущим изделиям. Для ликвидации пузырей оснастку можно поместить в воздухонепроницаемый мешок (предварительно уложив на нее полиэтиленовую пленку) и откачать из него воздух с помощью вакуумного насоса. Под разряжением форму надо держать до полного отверждения «корки». Если вакуумный мешок не имеет проколов, то для этого достаточно пережать шланг, отключить насос и оставить в таком виде оснастку на 12 часов. В случае изготовления монолитной матрицы всю опалубку заливают гипсовым раствором или эпоксидной смолой с наполнителем (в качестве последнего могут использоваться любые порошкообразные или зернообразные материалы. После отверждения смолы, болванка с рамкой аккуратно отделяются от полученной формы. Аналогично изготавливается и вторая, симметричная часть матрицы.
При выклеивании корок в полученной матрице применяются те же приемы, что и при ее изготовлении. Первый слой стеклоткани должен иметь толщину 0,02-0,03 мм, последующие — порядка 0,2 мм. После отверждения смолы «корку» обрезают вровень с краем матрицы, вклеивают шпангоуты (если необходимо) и затем вынимают ее.
Для снижения массы детали часто используют армирование пористым пенопластом, бальзой или слоеные (сендвичевые) конструкции, имеющие дополинтельное внутреннее покрытие из тонкой стеклоткани. В этом случае наружное покрытие может быть выполнено из одного слоя стеклоткани толщиной 0,2-0,3 мм. Пенопласт или бальзу нарезают на фрагменты, которым можно было бы придать кривизну пуансона. Пенопласт несложно изогнуть над электроплиткой, а бальзу проще намочить и примотать резиной к болванке до высыхания. Стеклоткань можно пропитывать эпоксидной смолой как в самой форме, так и до размещения в матрице, на какой-либо ровной поверхности (излишки клея снимаются шпателем). Однако пропитанная ткань, особенно тонкая, при укладке имеет тенденцию больше прилипать к перчаткам, чем к пенопласту. Поэтому иногда проще уложить в вакуумный мешок сборку без внутреннего слоя стеклоткани, и «прилачить» его потом. Армирование бальзой имеет то преимущество, что она почти не впитывает в себя связующее.
При склейке между собой тонкостенных корок часто используются промежуточные шпангоуты. В случае же армирования в этом нет необходимости. Эпоксидная смола имеет плохую адгезию к отвержденному стеклопластику. Поэтому соединяемые поверхности нужно зашкуривать крупной наждачной бумагой, а линии стыка оклеивать полосками тонкой стеклоткани. Изнутри на одну из «корок» полезно наклеить отбортовку, которая позволит упростить и увеличить надежность соединения деталей. До момента полного отверждения смолы изделие обматывается скотчем.
При мелкосерийной постройке моделей-копий применяются также различные «гибридные» технологии. Например, внешний слой детали формуется из АВС-пластика и образует внешнюю фактуру поверхности. Далее располагается промежуточный слой тонкого пенопласта. Внутреннее, силовое «покрытие» делается из стеклоткани.
Опубликовал:
загрузок 19517
(размещено 1 Января 1970)
версия для печати
Комментариев: 18
|
1.
Дмитрий
(28 Марта 2007, 10:53)
|
|
Если чесно, я вам скажу, что стеклопластик не лучший материал для изготовления авиамоделей, а вот углеродное волокно отлично подойдёт для моделей этого типа. |
|
2.
Prohfesor
(28 Марта 2007, 11:46)
|
|
Честно говоря, я думал, что слой стеклоткани при выклейке можно свободно заменить на углеволокно или вообще арамид. |
|
3.
Дмитрий
(29 Марта 2007, 10:14)
|
|
На это уйдёт большая часть финансов, и времени....
Я вообще уже 4 года занимаюсь авиамоделированием, надо делать всё неспеша, но на корпус самолёта можно потратить не так много времени, как на ДВС и проводку.
Мне больше нравятся самолёты с очень большим количеством электроники на борту.
Я уделяю больше внимание мелочям, например, выдвижному шасси, системам безопасности и т.д.
Как вы думаете, это нормальный подход? |
|
4.
Prohfesor
(30 Марта 2007, 08:14)
|
|
Очень правильный подход.
Уверен, твои модели на соревнованиях или выставках привлекают множество народу...
С другой стороны, правда, очень жалко когда этот самолет разбивается.
 |
|
5.
Бегемот
(15 Апреля 2007, 21:21)
|
|
crazy people, о чем вы бормочите, делайте то, что считаете нужным. неуверенность в себе....  |
|
6.
Prohfesor
(16 Апреля 2007, 07:49)
|
|
Зато стремление к совершенству, Ворчун!
 |
|
7.
Бегемот
(1 Май 2007, 13:08)
|
|
|
|
8.
Бегемот
(31 Декабря 2007, 04:40)
|
|
Где взять вакуумные мешки? |
|
9.
Kiteflyer
(5 Января 2008, 11:45)
|
|
Бегемот, с новым годом 
Они делаются из полиэтиленовой плёнки. |
|
10.
Гость
(7 Апреля 2008, 16:42)
|
|
а вакуумный насос это простой пылесос;-)
кстати неплохие результаты получаются при использовании строби-бинта (продаётся в строительных магазинах)если со стекловолокном напряг только он не тянется в сторону а сразу рвётся=((( |
|
11.
Андрей
(16 Июля 2008, 20:30)
|
|
Основная проблема - достать эту самую стеклоткань. В основном она продаётся огромными рулонами, так что приходится перекупать у тех, кто эти рулоны приобретает.
Не все пылесосы могут выступать в качестве вакуумных насосов. Если двигатель пылесоса охлаждается отдельно, то да. А если охлаждение происходит тем воздухом, который он всасывает, то поддерживать вакуум до момента отверждения смолы не получится. |
|
12.
Фантомас
(25 Июня 2009, 20:39)
|
|
А закрыть мешок религия не позволяет? |
|
13.
Гость
(13 Ноября 2010, 19:48)
|
|
денис |
|
14.
ХРУСТ
(14 Ноября 2010, 00:32)
|
|
Скажите кто небуть можно зделать мотодельтаплан из двигителя ИЖ ПЛАНЕТА??? |
|
15.
Гость
(16 Января 2011, 19:01)
|
|
|
|
16.
Гость
(18 Апреля 2011, 17:16)
|
|
Конечно можно! Если использовать его как наглядное пособие! |
|
17.
Гость владимир
(2 Февраля 2012, 09:16)
|
|
на сайте www carbon-info.ru вроде бы есть все |
|
18.
Алексей
(10 Май 2016, 10:51)
|
|
Хорошая статья.
Ну если использовать пылесос в качестве вакуумного насоса, то ничего хорошего явно не выйдет..
Лучше купить нормальный вакуумник, тем более что цены на них щас доступные - от 5000 до 6500 можно взять отличный и для таких маленьких моделей его будет достаточно. Если модель по больше, то и вакуумник нужно брать мощнее.
Так же между вакуумником и пресс формой необходимо еще устанавливать вакуумную ловушку (или дегазатор), чтоба смола оседала в ней и не тянула за собой в вакуумный насос. Иначе он выйдет из строя.
На нашем сайте есть подробные статьи про это и есть вакуумные насоса, дегазаторы, вакуумная ловушка. Можно даже оборудование для вакуумной инфузии купить в сборе. Цены у нас невысокие, потому что производим сами.
Более подробно смотрите на сайте skb-077.ru (СКБ-077) |

|


 авиамодели
авиамодели воздушные змеи
воздушные змеи ла
ла библиотека
библиотека гостевая
гостевая